Medium Temperature Belt Dryers
HUBER’s BT Belt Dryer is an efficient and effective method to reduce sludge disposal volumes, produce a fuel source or generate Class A Biosolids.

The HUBER BT Belt Dryer has been designed to dry municipal sludge to up to 90-95% dry solids, which results in a significant cost reduction for offsite transport and the opportunity for expanded biosolids reuse or use as a fuel source.
Exhaust heat from biogas processes, or hot water generated in anaerobic digester heat exchanger loops are commonly used as the heat source, providing a sustainable balance that reduces CO2 impact and operating costs.
The dryer operates in the medium temperature range with hot water between 70 – 140Deg C being required to heat the incoming air stream. The system is, therefore, simple to operate as compared to higher temperature dryers.
Find out more
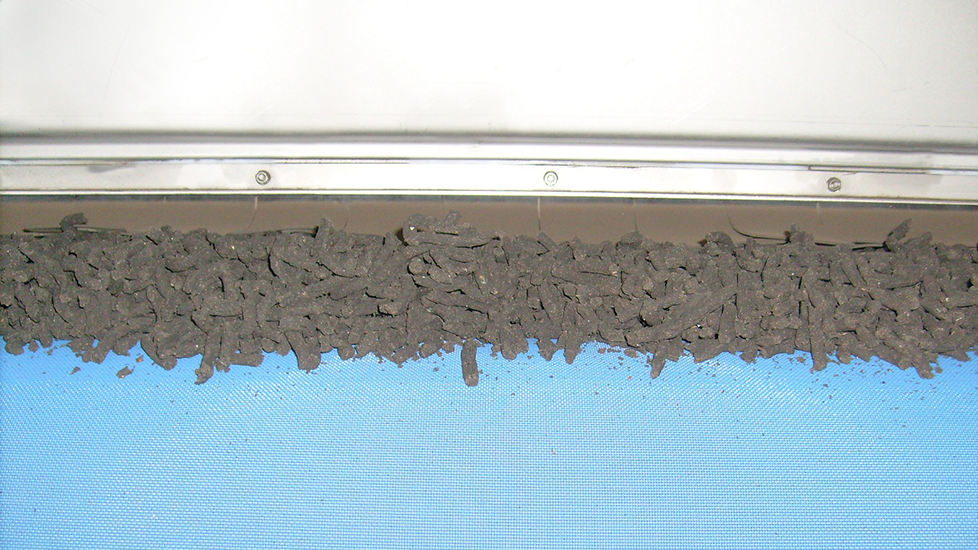
HUBER’s BT Dryer is a belt drying that uses warm air to dry sludge cake from municipal STPs that is usually around 18 – 25% dry solids to 70 – 90% dry solids.
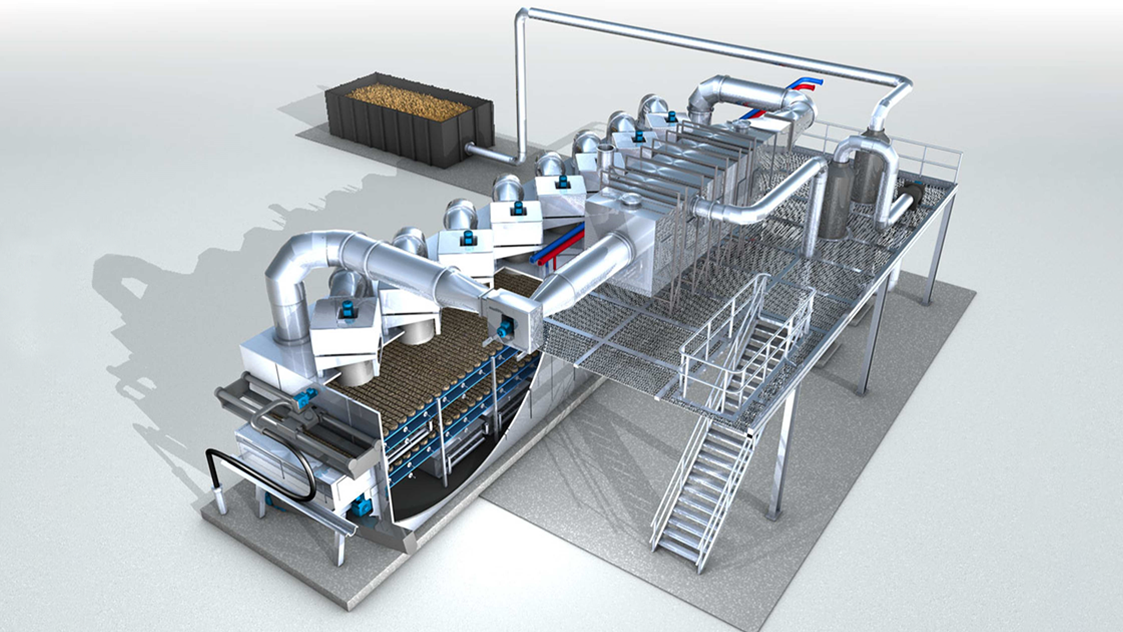
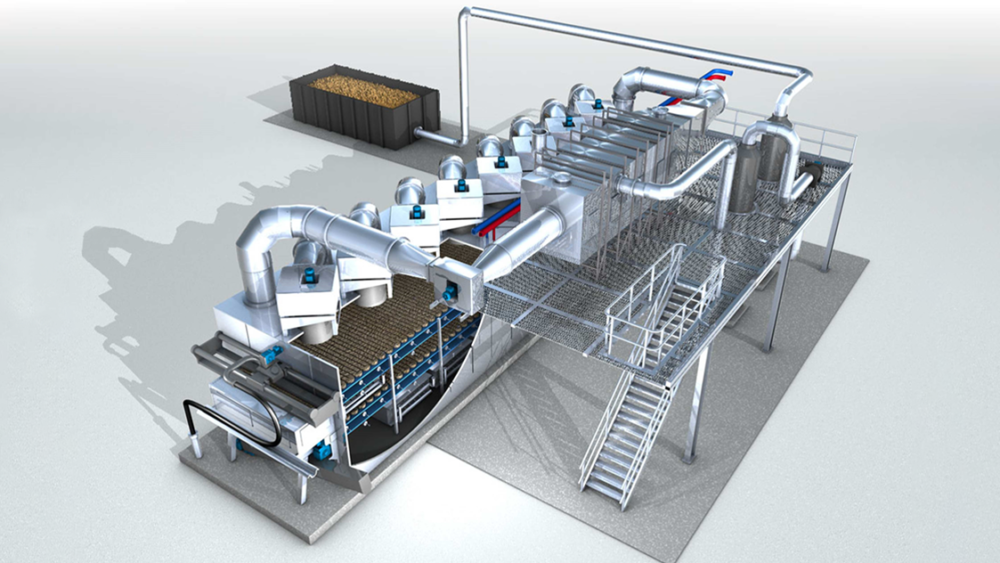
The design has a modular design to cater for a wide range of capacities. Each drying segment is 2m long. Up to 10 segments can be placed in row.
The first belt transports the sludge through the dryer and transfers it to the second belt underneath. During this process the sludge pellets are broken up and new surfaces are offered to drying air. In the transfer chamber between the first and the second belt the sludge height is continuously measured and regulated by the control system. The drives of both belts are controlled by frequency converters. At the end of the second belt, dried sludge is discharged into a screw conveyor.
The final dry solids content of the sludge can be adjusted from 70 to 90 %. The dry solids content is controlled via a solids probe installed in the dryer. This probe controls the speed of the lower belt according to moisture content at the outlet of the dryer.
Underneath the lower belt heat exchangers are installed in each segment. These heat exchangers are heating up the drying air prior to passing the sludge layer on the belt. An optional heat exchanger can be installed below the upper belt to increase the drying performance.
Each segment of the dryer is equipped with a process air ventilator that continuously moves the air through the dryer. The air is mostly recirculated within the drying segment. At the first drying segment a fresh air stream is fed to the dryer. This amount of air is transported from segment to segment and taken out at the end of the dryer. This kind of air flow is called the INDIRECT-HELIX air streaming. It allows very low drying air amounts due to maximum moisture saturation of the process air. The saturated air is first treated in a heat recovery system before it enters the exhaust air treatment, where the evaporated water from the drying process is removed.
The special air flow direction through the dryer and the arrangement of the heat exchangers result in very low thermal and electric energy demand of the dryer. The closed air loop reduces the exhaust air amount which results in lower invest and operational costs.
The dried sludge can be transported to the storage facility by screw conveyer, chain conveyor, bucket conveyor or similar technologies. It can be stored in a Silo (up to 125 m³), in containers or in Big Bags. Direct truck feeding is also possible.
Hot water is used as heat transfer medium. If any other energy source is available an external heat exchanger is used to transfer energy from flue gases, steam or thermal oil to hot water. The dryer can also be heated by a heat-pump.
The hot water temperature range is between 70°C to 145°C.
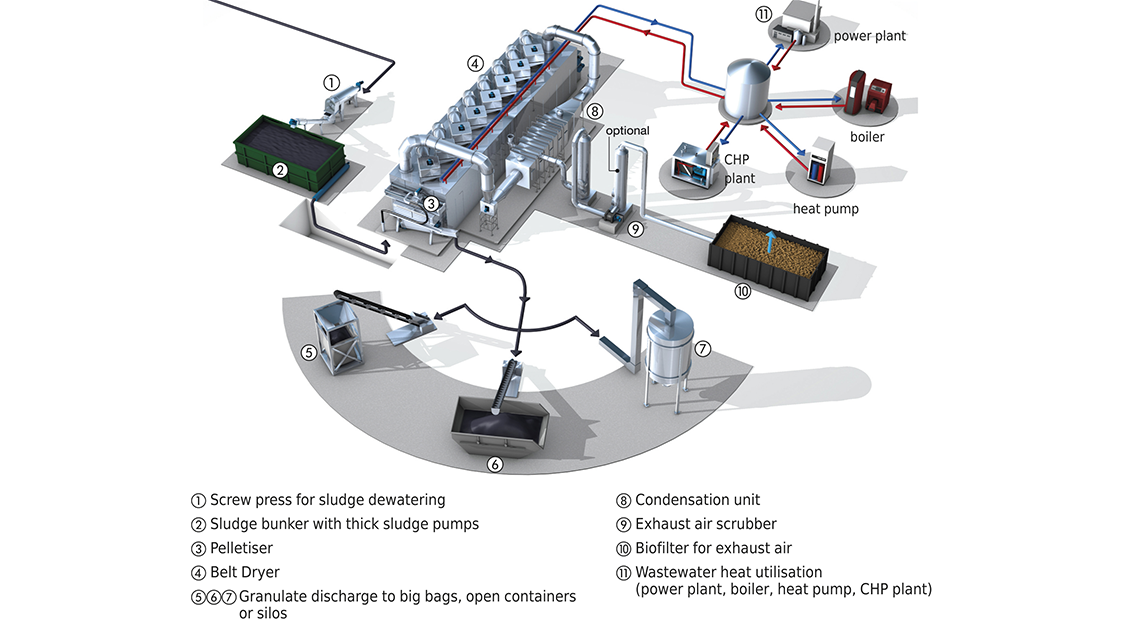
Typical exhaust air from a sewage sludge drying system contains a certain amount of ammonia. A scrubber is used to remove the ammonia from the exhaust air (see picture 6). Inside the scrubber the ammonia is washed out of the air and gets chemically bound to the scrubbing fluid.
An additional alkaline/oxidising scrubber can be installed for hydrogen sulphide removal.
A biofilter provides final air treatment and the reduction of the organics within the exhaust air.